What is a Chemical Pump and How Does it Work?
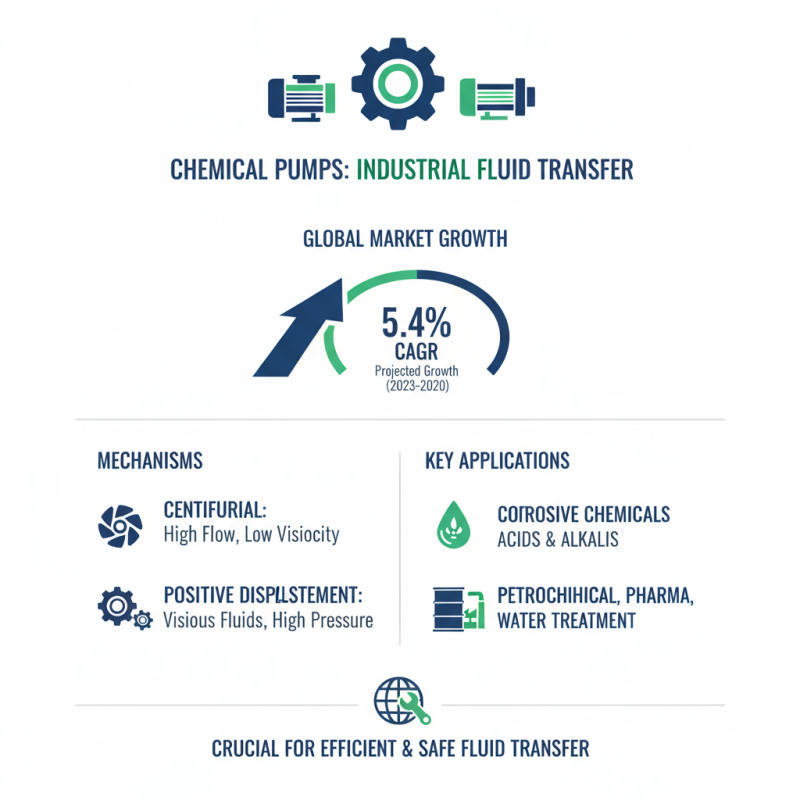
Chemical pumps are essential in many industries, including chemical manufacturing, water treatment, and pharmaceuticals. According to a report by MarketsandMarkets, the global chemical pump market is projected to reach $5.36 billion by 2026. This growth reflects the increasing demand for efficient fluid handling solutions. Understanding how chemical pumps function is crucial for optimizing processes.
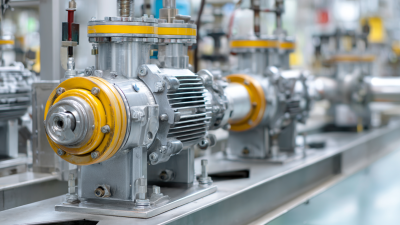
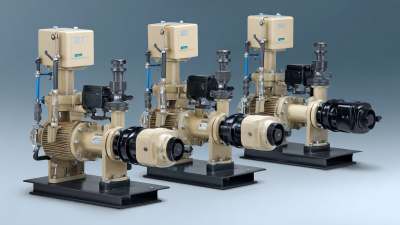
These pumps are designed to handle aggressive and corrosive liquids safely. They vary in design, including diaphragm, peristaltic, and centrifugal types. Each type has unique advantages and limitations. For instance, diaphragm pumps are excellent for precise dosing, while centrifugal pumps excel in high-flow applications. It’s important to consider the specific requirements of each application.
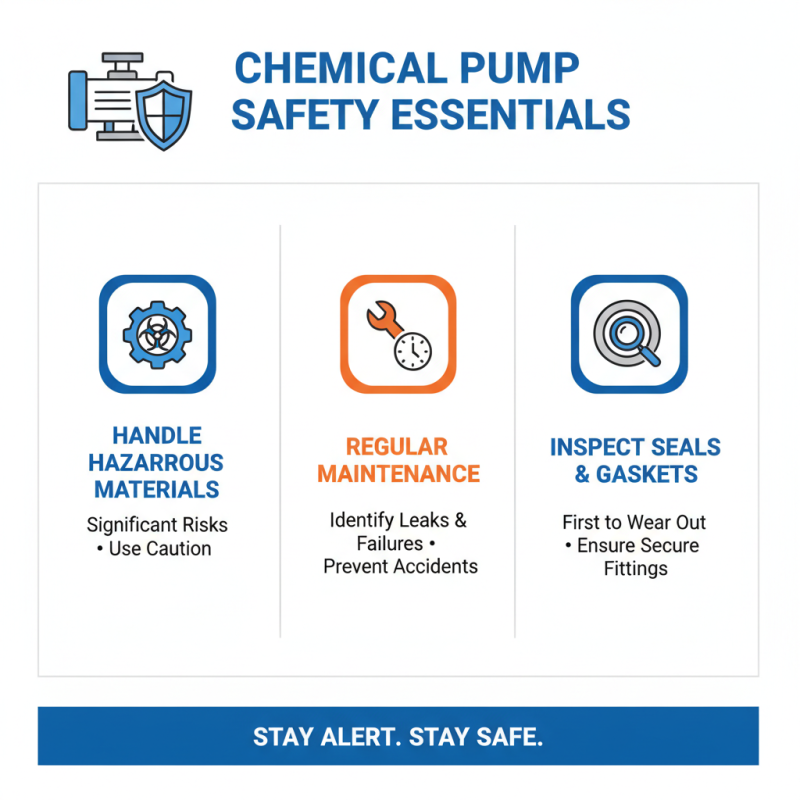
However, not all chemical pumps meet the industry's stringent standards. Some may suffer from efficiency issues or wear and tear from harsh chemicals. Regular maintenance and assessment are necessary. Companies must learn from past mistakes and strive to improve their chemical pump systems. Investing in high-quality pumps leads to better performance and reduced costs over time.

What are Chemical Pumps? Definition and Overview of Functionality
Chemical pumps are essential devices used to transfer liquids that may be corrosive or hazardous. They are specifically designed to handle harsh chemicals in various industries. The functionality of these pumps is crucial for processes like chemical manufacturing, water treatment, and pharmaceuticals.
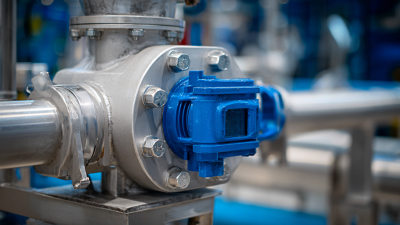
A chemical pump typically operates by creating a pressure difference. This process facilitates the movement of liquids from one place to another. The main components include an inlet, outlet, and a mechanism to create flow. Some pumps use centrifugal force, while others rely on positive displacement. This diversity allows them to cater to different applications.
However, not all chemical pumps are perfect. They can fail if the right materials are not used for construction. This can lead to leaks or contamination. Maintenance is vital to ensure they function correctly. Regular checks can prevent unexpected breakdowns. It’s essential to reflect on the prevention strategies to enhance reliability.
Related Posts
-
2025 How to Choose the Right Chemical Injection Pumps for Your Needs
-
What is a Chemical Pump? Understanding Types, Uses, and Benefits for Your Industry
-

5 Unmatched Benefits of Using Chemical Metering Pumps for Precision in Industry
-
How to Choose the Right Chemical Diaphragm Pump for Your Application
-
7 Essential Tips for Choosing the Right Chemical Injection Pumps
-

Exploring Market Trends for Chemical Feed Pumps at the 138th Canton Fair 2025 in China