What is a Chemical Diaphragm Pump and How Does It Work?
A chemical diaphragm pump is a vital tool in various industries. Its design allows for the safe handling of corrosive and hazardous fluids. This makes it essential for chemical processing, wastewater treatment, and food production.
At its core, a chemical diaphragm pump uses a diaphragm to create a pumping action. This mechanism prevents fluid from contacting moving parts, enhancing reliability. The diaphragm’s flexibility enables it to handle varying flow rates and pressures. Operators in different fields rely on this pump for its durability and efficiency.
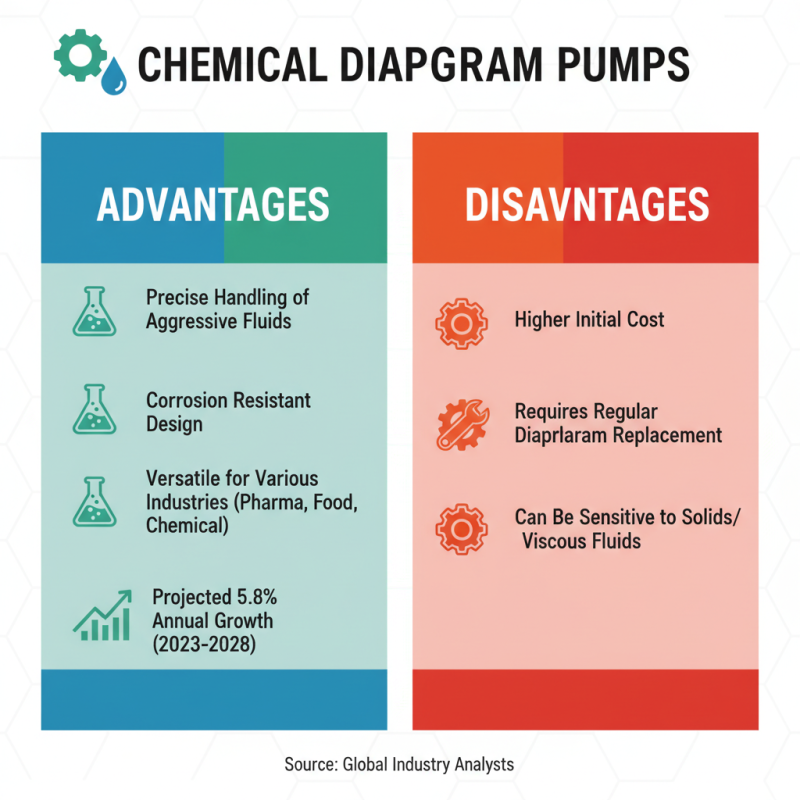
However, one must consider the limitations of a chemical diaphragm pump. It may not be suitable for all applications, particularly those requiring high volumes. Understanding when and how to utilize this equipment can enhance its effectiveness. Thus, proper training and awareness are crucial for achieving optimal performance.

What is a Chemical Diaphragm Pump?
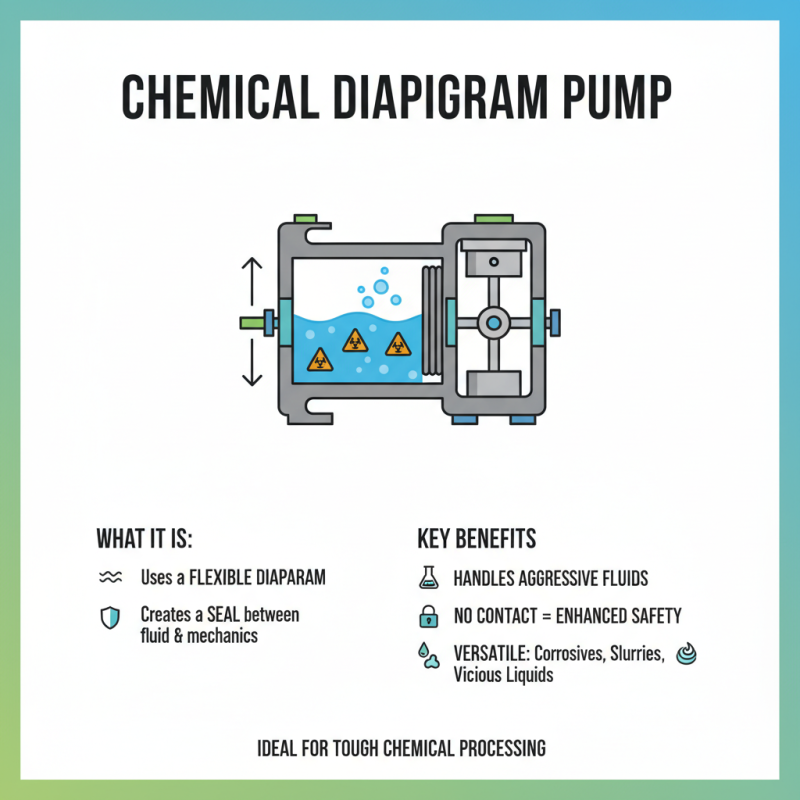
A chemical diaphragm pump is a unique type of pump designed to handle aggressive fluids. It uses a flexible diaphragm to create a seal between the process fluid and the mechanical components. This design ensures that harmful substances do not come into contact with the pump's working parts, enhancing safety. It can pump corrosive chemicals, slurries, and viscous liquids effectively.
The operation of a diaphragm pump involves a reciprocating mechanism. As the diaphragm moves back and forth, it creates suction and pushes the fluid through the pump. The fluid enters through an inlet valve and is expelled through an outlet valve. This cycle is rapid and efficient, allowing for accurate fluid transfer. Maintenance is straightforward, yet it requires attention. Regular checks on the diaphragm for wear and tear are essential to prevent leaks.
Using a chemical diaphragm pump requires consideration of the fluid's properties. Not all materials will work well with every chemical. Sometimes, choosing the appropriate diaphragm material becomes a challenge. Understanding the chemical compatibility is vital, as it affects the pump's lifespan and safety. Thus, adequate knowledge and experience in pump selection are crucial for optimal performance.
Related Posts
-

Ultimate Tips for Choosing a Chemical Diaphragm Pump?
-

Innovative Applications of Diaphragm Pumps Across Various Industries
-

Understanding the Importance of Chemical Pumps in Modern Industrial Processes
-
2025 Top Chemical Metering Pump Innovations and Best Practices
-
Understanding the Benefits of Using a Chemical Diaphragm Pump in Industrial Applications
-
Understanding the Role of Chemical Metering Pumps in Sustainable Industry Practices